联系人: 开元
手机: 13862166392
电话: 0512-69211699
邮箱: kaiyuan@qq.com
地址: 开元体育广东省广州市天河区88号
开元体育可伸缩皮带输送机的市场现状和关键技术探析
五金可伸缩皮带输送机主要用于煤矿井下原煤工作面,随着采煤工作面的推进而前进或后退。近年来,国内可伸缩皮带输送机研制技术虽然进步迅速,可是在总装机功率、生产能力、运输距离、软启动技术、托辊寿命、自动张紧及自移机尾技术等方面与国外可伸缩皮带输送机尚有较大差距。
大型可伸缩皮带输送机主要应用于千万吨高产高效工作面,具有以下特点:主参数大、性能好、可靠 性高。输送机在研制的过程中必须要解决以下关键 技术。
软启动,即在设定的起动时间内,通过控制输送带启动加速度值来确保输送机按要求的启动速度曲线平稳启动,并达到额定速度,同时使启动电流与启动动张力控制在允许范围内。采用软启动,可使输送带初张力下降大为减少,可以有效保证输送机在启动过程中不打滑。软启动技术是大型巷道可伸缩带式输送机的主要关键技术,已成为衡量带式输送机是否达到先进水平的标志之一。 长距离大运量可伸缩皮带输送机大多需要多个电动机驱动,各驱动点的功率会出现不均衡,一旦某个电动机功率过大,将会引起烧机事故,因此各电动机之间的功率平衡应加以严格控制。目前国内实现功率平衡的方式很多,推荐主从机控制方式,如图1所示。通过控制力矩和速度变量来确保从机的功率始终保持与主机一致,即1 驱动为主驱动,2 和 3驱动为从动驱动,通过控制柜使 2 和 3 驱动电动机的输出力矩或转速始终与 1 驱动电动机一致,以此来实现多电机动功率平衡。在多电动机软驱动及功 率平衡技术中,设计者还需要确定更加合理的软启动曲线和更精确的实现功率平衡的方法,进一步提高巷道
储带装置是用来储存和放出输送带的设备,普通的储带系统在储存部分一般输送带设计成往返折 叠 2 ~ 4 层,储存输送带的长度一般达到 60 m ~ 150 m。目前大型的巷道可伸缩皮带输送机储存输送带可以设计成往返折叠 4 ~ 12 层,储存输送带的长度达到 150 m ~ 500 m。目前可伸缩皮带输送机应用较多的储带装置由 储带转向装置、储带仓架、托辊小车、游动小车等组 成,其输送带缠绕方式如图 2 所示。装置可储带200 m,输送带往返折叠成 6 层,储带转向装置和游 动小车各装有 4个改向滚筒,通过游动小车的来回 移动来改变储带的长度。对于可以储带 500 m 的超大型的储带装置,储带转向装置上需要固定 8 个改向滚筒,同时在游动小车上也装有 8 个改向滚筒,利用液压自动张紧装置上的钢丝绳,使游动小车来回移动以改变折叠带的长度,达到储存或放出输送带的目的。由于整个储带装置有 16 个改向滚筒,在储带仓改向滚筒的设计上也需要做很大的改进,需要选用质量可靠而重量轻便的滚筒,以保证储带装置中的游动小车能够快速移动并且能够灵敏地储带。对于大型的高效储带装置还需要进一步研制储带仓中自动定位托带装置和新型多层次大小滚筒组合的 输送带缠绕方式,需要解决储带仓占用空间大、定位难、检修难、易跑偏等技术难题。
在输送量相同的前提下,提高带速要比增大带宽有效得多。带速提高后,托辊转速也随着增大,导致托辊的旋转阻力增大、使用寿命降低。托辊是带式输送机的主要部件开元,量大、面广,带式输送机的停机事故绝大多数是由托辊因素造成的。因此,提高托辊质量对降低能耗、节省费用、增加运行可靠性具 有很重要的意义。高速托辊在密封结构、加工质量、轴承、润滑脂等方面有更高的要求。目前,国内外托辊质量存在差距的一个主要原因是加工质量。因此要制造出新型高寿命高速托辊,需要改进托辊的密 封结构与材质,改进托辊的加工工艺,更新设备。
中间驱动的关键技术是各驱动点的带速必须同步及功率配比问题,中间驱动点数量越多,要求越高。目前,巷道可伸缩皮带输送机的中间驱动大多是采用滚筒卸载式中间驱动,如图 3 所示。物料通过中间驱动的卸载滚筒卸载在装载架上,输送带经过驱动滚筒驱动,再经过压带装置运行至装载装置来继续承载和运输物料,物料被运送到输送机的头部卸载装置。中间卸载式驱动与输送机的输送带缠绕方式如 图 4 所示。输送机多点驱动的同步性目前还没有得到很好解决,可靠性差,急需研究技术完全成熟、性能完全可靠的多点中间驱动,从而最大限度地提高单机输送机长度,以保证运转的可靠性,降低投资成本。
目前带式输送机的张紧装置有重锤张紧装置、螺旋张紧装置、自控液压张紧装置。重锤张紧装置要求比较大的工作空间,仅应用在地面带式输送机,并且物料容易落入输送带与张紧滚筒之间,从而损坏输送带。螺旋张紧装置不能及时补偿输送带在工作过程中的伸长,一般用于功率较小的皮带输送机上。对于大运量、长距离、大功率强力带式输送机一般多采用“油缸 + 电动绞车”或液压绞车型张紧装置,以满足张紧行程大、张紧拉力大开元、动态响应快的要求,对可伸缩皮带输送机它能随着输送带张力变化而能自动地调节张力与张紧行程,但其成本高,维护复 杂。目前,性能较好的自动控制张紧装置仍需要进口,不但价格昂贵,而且管理维修费用很高。因此只有研制出高精度的大扭矩、大行程的自动张紧设 备,才能大大提高我国煤矿长距离、大运量、高速度 巷道可伸缩皮带输送机的可靠性。
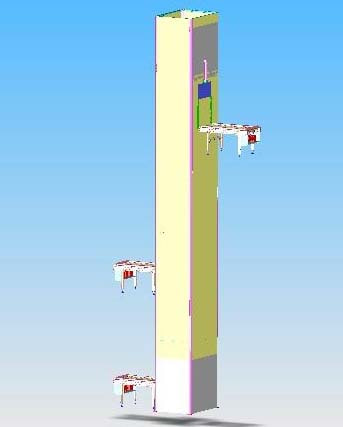
对于可伸缩皮带输送机常用的卷带装置有机械 卷带和液压卷带两种。机械卷带机构较为简单,自动化程度不高,适合带宽小于 1 200 mm 的巷道可伸 缩输送机使用。液压卷带装置如图 5 所示,其工作 原理是先通过左边的压带机构将输送带夹住,右边的滚拉机构进行抽带,使原来的紧绷的输送带松弛, 将输送带剪开,卷带装置和滚拉装置此时开始工作,将抽出的输送带全部卷起来,成卷后卷带装置的摇臂旋转 90°开元,把成卷的输送带送出来,卷带完成。之后用液压订扣机将断开的输送带订起来。液压卷带自动化程度高、操纵简单、省时省力。但大型可伸缩带式输送机还需要大幅提高卷带扭矩,并使卷带速度可控,需要研制出自动化程度更高的新型液压卷带装置。能够将液压自动张紧、储带仓输送带自动收放带、输送带接头液压自动订扣以及自移机尾完美结合起来,完善可伸缩输送机稳定可靠的性能。
高产高效工作面的快速推进,要求可伸缩带式输送机的机尾不但能快速移动,而且还要在不停机的条件下移动机尾。图 6 为中煤科工集团上海研究院为陕煤集团设计的滑橇式可行走机尾装置,每 2500 mm为一个滑橇单元,滑橇单元之间用螺栓连接,可通过一定的拉力将滑橇和机尾滚筒向前拉动,滑橇可以在地上自如滑行,在短距离的情况下也可拆除几节滑橇,达到机尾滚筒向前移动的目的。但这种方式只适合于短距离的移动,属于机械式移动。
总结:可伸缩带式输送机的发展现状及关键技术分析了可伸缩皮带输送机目前的发展现状以及未来的技术发展方向。提出了发展大型可伸缩式带式输送机的关键技术,即:储带技术,托辊技术,中间驱动技术,张紧技术,卷带技术和自移机尾技术。开元体育可伸缩皮带输送机的市场现状和关键技术探析