联系人: 开元
手机: 13862166392
电话: 0512-69211699
邮箱: kaiyuan@qq.com
地址: 开元体育广东省广州市天河区88号
开元板链纸卷立式输送机技术要求pdf
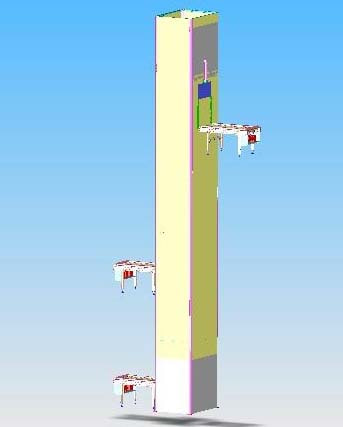
开元板链纸卷立式输送机技术要求pdf板链纸卷立式输送机 1 范围 本文件规定了板链纸卷立式输送机的型式和参数、技术要求、检验规则、标志、包装、运输与贮存。 描述了相应的试验方法,界定了相关的术语和定义。 本文件适用于造纸厂和纸品加工厂用于纸卷立式输送机(以下简称“输送机”) 的设计、生产、 检验和销售。 2 规范性引用文件 下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件, 仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本 文件。 GB/T699—2015 优质碳素结构钢 GB2894—2008 安全标志及其使用导则 GB/T3768—2017 声学 声压法测定噪声源声功率级和声能量级 采用反射面上方包络测量面的简 易法 GB/T5226.1—2019 机械电气安全 机械电气设备 第1部分:通用技术条件 GB/T5269—2008 传动与输送用双节距精密滚子链、附件和链轮 GB/T8350—2008 输送链、附件和链轮 GB/T9286—1998 色漆和清漆 漆膜的划格试验 GB/T9969 工业产品使用说明书 总则 GB/T13306 标牌 GB/T13384—2008 机电产品包装通用技术条件 GB18613—2020 电动机能效限定值及能效等级 GB50169—2016 电气装置安装工程 接地装置施工及验收规范 GB50270 输送设备安装工程施工及验收规范 QB/T1588.3 轻工机械 装配通用技术条件 3 术语和定义 下列术语和定义适用于本文件。 3.1 纸卷 paperroll 由造纸机制成的按照要求卷成一定直径的纸或纸板。 3.2 1 板链 plate chain 将金属平板、塑料板、钣金折弯件或矩形管等作为承载板的输送链。 3.3 纸卷立式输送 paper rollverticalconveying 纸卷(3.1)的轴向中心线与水平输送面垂直的纸卷(3.1)输送。 4 型式和参数 4.1 板链型式 用于纸卷立式输送的板链型式有履带输送链、板式输送链(双链)、板式输送链(单链)、平板输 送链(矩管式)、平板输送链(板式),如图1~图5所示。 标引序号说明: 1——滚子; 2——面板。 图1 履带输送链 标引序号说明: 1——滚子; 2——面板。 图2 板式输送链(双链) 标引序号说明: 1——滚子; 2——面板; 3——支承轮。 图3 板式输送链(单链) 2 标引序号说明: 1——滚子; 2——面板。 图4 平板输送链(矩管式) 标引序号说明: 1——滚子; 2——面板。 图5 平板输送链(板式) 4.2 基本参数 输送机的基本参数见表1。 表1 输送机基本参数 项目 履带输送机 双排链板输送机 平板输送机 单条板链面板宽度B 76 200,250 1 000,1 200,1 400 mm 纸卷输送工作面宽度W 1 000 800,900 1 000,1 200,1 400 mm 板链节距p 50,50.8 63,63.5 63,63.5 mm 输送速度v 12,15,18 12,15,18 12,15 m/min 输送功率 1.5 1.5,2.2,3,4,5.5 1.5,2.2,3,4 kW 2,2.2,3,4,4.5,5,5.5, 输送机长度L 1.6,2,2.2 6,6.5,7,8,9,10,11, 3,4,5,6,7,8,10 m 15 注1:当输送机参数不符合表1时,应符合产品明示或供需双方商定的合同上的规定。 注2:一般情况下,单台输送机只有一种输送速度,特殊工况时,单台输送机可以通过变频的形式有2种或多种输送 速度 4.3 输送机结构型式 输送机按结构型式分为: a) 履带输送机:由若干条履带输送链并排组合构成纸卷输送工作面,如图6所示。 3 标引序号说明: 1——纸卷; 2——面板(履带输送链)。 图6 履带输送机 b) 双排链板输送机:由两条板式输送链并排组合构成纸卷输送工作面,如图7所示。 标引序号说明: 1——纸卷; 2——面板(双链板式输送链或单链板式输送链)。 图7 双排链板输送机 c) 平板输送机:由单条平板输送链构成纸卷输送工作面,如图8所示。 4 标引序号说明: 1——纸卷; 2——面板(平板输送链)。 图8 平板输送机 5 技术要求 5.1 一般要求 5.1.1 输送机应按规定程序批准的设计图样和工艺文件进行制造。 5.1.2 输送机工作条件: a) 工作环境温度应为-15℃~40 ℃,相对湿度应不大于85%; b) 输送机安装厂房地面或基础坑应无沉降; c) 外接电源的电压与额定电压的偏差应在额定电压的±10%的范围内,频率偏差在±1Hz范围内。 5.2 性能 5.2.1 输送机应便于制造、运输;主要零部件应装拆方便,维修简单。 5.2.2 平板输送机在不小于2 000kg/m、双排链板输送机和履带输送机在不小于3000kg/m的承载 能力下的最大挠度均应不大于输送机相邻两支腿间距的1/700。 5.2.3 输送机启动、停止过程应平缓,纸卷在输送机上输送平稳、无晃动、不倾倒。 5.2.4 输送机具备应反向输送的功能。 5.2.5 输送机空运转时,噪声(声压级)应不大于80dB(A)。 5.2.6 扫描周期应不高于30ms。 5.2.7 输送机应有满载起动的能力。在超载15%的条件下应能正常起动运行,并具有过载自动保护的 功能。 5.3 结构 5.3.1 板链 5 履带输送链应符合GB/T5269—2008的规定,板式输送链、平板输送链应符合GB/T8350—2008的规 定。板链面板上表面应光滑、平整;板链高度(H)偏差为±1 mm。 5.3.2 链轮 履带输送机的驱动链轮和张紧链轮的齿形应符合GB/T5269—2008的规定,双排链板输送机、平板 输送机的驱动链轮和张紧链轮的齿形应符合GB/T8350—2008的规定,链轮材质应采用力学性能不低于 GB/T699—2015中6.4规定的45钢,齿面淬火硬度应为40HRC~45HRC。 5.3.3 导轨 导轨的纵向直线 机架 5.3.4.1 机架同一截面内所有上导轨工作面应在同一平面内,平面度偏差为±1mm。 5.3.4.2 机架的纵向中心线应与输送中心线m内,直线度偏差应不大于其长度的1/1000, 任意6 m长度内偏差应不大于3mm。 5.3.4.3 机架任一截面内两对角线长度偏差不应大于两对角线 驱动装置 驱动装置上的所有驱动链轮链齿应同步,相邻两链轮同侧齿廓的位置度偏差应不大于2mm。 5.3.6 整机 5.3.6.1 输送机应根据需要,采取单条或多条板链并排布置的方式来保证足够宽的纸卷输送工作面。 5.3.6.2 在输送机的头尾部,宜根据需要安装过渡辊或过纸板等过渡装置,防止纸卷倾倒。 5.3.6.3 如无特殊情况,输送机应保证板链至少有两倍板链节距长度的张紧量。 5.3.6.4 输送机选用的电动机的能效等级应不低于GB18613—2020表1中规定的2级。 5.4 装配 5.4.1 输送机的装配应满足QB/T1588.3的规定。 5.4.2 分段制造的机架对接安装时,应保证导轨对接处无上下和左右错位现象,其偏差均应不大于1mm。 5.4.3 装配后,驱动链轮和张紧链轮应转动灵活,无卡阻现象。 5.4.4 张紧装置应调整灵活,无卡阻现象。 5.4.5 输送机多条板链并排安装时,应保证各板链规格、长度、生产厂家一致。 5.4.6 输送机整机安装应按GB50270的规定进行。 5.4.7 整机的总装配以及板链的对接总安装可在客户现场进行。 5.5 外观质量 5.5.1 输送机外表面不应有裂缝、明显的凹痕、划伤、变形和污染;金属零件不应有锈蚀及机械 损伤。 5.5.2 输送机油漆干膜总厚度应为60μm~160μm,漆膜附着力应符合GB/T9286—1998中8.3规定 的2级,涂层表面应完整均匀,色泽一致,不应有粗糙不平、漏漆、流挂等缺陷。 5.5.3 输送机外露的电气线路和气管应排列整齐、固定牢靠,不应与相对运动的零部件发生摩擦。 5.6 空运转和负载运转 6 现场安装调试后,应对输送机进行不少于2h空运转和不少于8h带负载运转,应达到以下要求: a) 驱动装置应运转平稳,无异常振动,减速机润滑良好、无渗油现象; b) 板链和输送链轮啮合良好,无磕碰干涉现象; c) 输送机应运行平稳可靠,板链运转流畅,无明显抖动、爬行现象; d) 板链应在输送机全长范围内对中运行,板链左右跑偏应不超过5mm。 5.7 安全 5.7.1 因电气元件失灵可能造成纸卷跌落处的输送机应配置有合适的机械保护装置,避免发生砸伤人 员、损坏设备等安全事故。 5.7.2 输送机应根据需要在醒目位置张贴安全警示标志,安全标志应符合GB2894—2008中第6章和 第9章的规定。 5.7.3 电气设备及元器件的选择和安装,应符合GB/T5226.1—2019中4.2和11.2的有关规定。 5.7.4 输送机的接地装置应符合GB50169—2016中4.11的规定。 5.7.5 应在人员作业位置附近、操作柜及其他适当位置设置紧急停止按钮。 5.7.6 电机绝缘电阻值不低于5MΩ。 6 试验方法 6.1 一般要求 6.1.1 输送机的试验环境条件应符合5.1.2的要求。 6.1.2 输送机检验时使用的仪器和量器具应符合下列条件要求: a) 温度计,分辨率为0.1 ℃ ; b) 湿度计,分辨率为1%; c) 百分表,分辨率为0.01 mm; d) 声级计,分辨率为1 dB; e) 高度尺,分辨率为0.02 mm; f) 硬度测量仪,分辨率为0.1 HRC; g) 直尺,分辨率为1 mm; h) 水准仪+标尺,分辨率为1 mm; i) 卷尺,分辨率为1 mm; j) 磁性测厚仪,分辨率为1μm; k) 500伏兆欧表,准确度等级10级。 6.2 性能 6.2.1 输送机最大挠度的测定 平板输送机在2000kg/m、双排链板输送机和履带输送机在3000kg/m的承载能力下的最大挠度测 定方法如下: a) 方法A(仲裁方法):在输送机的纸卷输送工作面上施加额定载荷,并将输送机支腿下表面作 为固定面,通过应力分析软件如Ansys等进行分析计算得出最大挠度; b) 方法B(选用方法):输送机的最大挠度也可通过试验得出。将百分表放置在空载输送机机架 长度L/2底部(长度中心底部),读取示值C1;在板链面板上施加额定载荷开元体育官网入口,读取百分表示值 C2;(C2-C1)为该长度L输送机施加额定载荷下的挠度。 7 6.2.2 整机噪声 在额定生产能力正常运行状态空运转过程中,用声级计按GB/T3768—2017中8.2.2规定的平行六面 体法进行空运转噪声的测定: a) 在输送机空运转10min之后,开始测定; b) 声级计的传音器朝向声源(即板链输送机),并距声源顶端高1m,水平方向距输送机1m处 进行测量; c) 测量本底噪声K (指输送机停机时,周围环境噪声);0 d) 测量输送机空运转时的噪声K ;1 e) 当(K-K )大于等于10 dB时,输送机噪声值为K;1 0 1 f) 当(K-K )小于3dB时,其测量结果无效;1 0 g) 当(K- K ) 大于等于 3 dB且小于10dB时,输送机噪声值为K-△K,其中△K为噪声修正1 0 1 值,按表2选取。 表2 噪声修正值 单位:dB(A) K -K 3 4~5 6~9 1 0 △K 3 2 1 6.2.3 扫描周期测定 通过的CPU在线诊断监控,可由人工直接读取扫描周期。 6.2.4 输送机起动能力和过载自动保护功能的测定 6.2.4.1 在输送机停止运行时,在纸卷输送工作面加载额定载荷开元体育官网入口,然后将输送机通电运转,检测电机 起动电流是否在规定范围内,并观察输送机能否正常起动。 6.2.4.2 在输送机停止运行时,在纸卷输送工作面加载超15%额定载荷,然后将输送机通电运转,检 测电机起动电流是否在规定范围内,观察输送机能否正常起动,并观察控制系统是否有相应的声光报警。 6.3 结构 6.3.1 板链 6.3.1.1 板链极限拉伸强度和链条精度 履带输送链的极限拉伸强度试验和链条精度试验按GB/T5269—2008的规定进行;双链式板式输送 链、单链式板式输送链和平板输送链的极限拉伸强度试验和链条精度试验按GB/T8350—2008的规定进 行。 6.3.1.2 板链转动灵活性 对于履带输送链、板式输送链,先组装成不少于lm的成品链条,用手转动滚轮,检查滚轮转动灵 活性。用手提链条的一端,链条能够自由弯曲,检查各铰接处转动灵活性。 对于平板输送链,组装成不少于1m的成品链条后,吊装成品链条的一端,观察链条能否自由弯曲, 然后再检查链条各铰接处的灵活性和同步性。 6.3.1.3 板链的高度 将板链放置于平台上,分别用高度尺测量板链面板顶部至平台的高度(H)。 8 6.3.2 驱动链轮和张紧链轮齿形部分的硬度 将驱动链轮和张紧链轮水平放置在检测平台上,用硬度测量仪检测驱动链轮和张紧链轮齿形部分的 淬火硬度。 6.3.3 导轨纵向直线度 导轨两端用等高块拉直线,再用直尺测量轨道面与拉线的距离。最大值和最小值之差为该段导轨直 线 用塞尺、水准仪和标尺等测量工具依次检验机架同一截面内各上导轨工作平面的平面度。 6.3.4.2 用拉线测量的方法检验机架纵向中心线 履带输送机、平板输送机机架任一截面内两对角线长度用卷尺测量,双排链板输送机先用卷 尺测量两链板输送机机架任一截面内两对角线长度,然后再测量组合机架任一截面内两对角线 驱动装置 链齿同步试验应按以下方法进行检测: a) 对于履带输送机、平板输送机,先用拉线方法检查各驱动链轮齿槽相位的一致性,再用卷尺或 直尺检查主轴上所有链轮齿顶至轨道上表面的距离,来进行链齿同步试验; b) 对于双排链板输送机,先用拉线方法分别检查两台链板机成对驱动链轮齿槽相位的一致性,再 用卷尺或直尺分别检查成对链轮齿顶至轨道上表面的距离,来进行链齿同步试验。 6.3.6 整机 6.3.6.1 板链张紧量的测定 板链张紧后,用卷尺测量张紧滑块的可移动距离。 6.3.6.2 输送机电机能效等级的测定 观察电机的铭牌,核实是否选用了符合5.3.6.4规定的能效等级的电机。 6.4 装配 6.4.1 用目测、手感法检测分段制造的机架对接安装时,导轨对接处有无上下和左右错位,采用平尺 测量高差、塞尺测量间隙。 6.4.2 手扳驱动链轮和张紧链轮,检查转动灵活性。 6.4.3 转动张紧装置的丝杆或螺母,检查滑动座的移动灵活性。 6.5 外观质量 6.5.1 用目测、手感的方法进行输送机的外观检验。 6.5.2 用磁性测厚仪测量油漆干膜厚度。 6.5.3 漆膜附着力检验按GB/T9286—1998中8.3规定进行。 6.6 空运转和负载运转 现场安装调试后,对输送机进行空运转和带负载运转。空运转不少于2h,负载运转不少于8h,进 行以下测定: 9 a) 观察驱动装置运转情况; b) 观察板链和输送链轮的啮合情况; c) 观察输送机的运行情况; d) 板链运行中,用直尺测量板链面板与两侧机架的最大和最小值,两值相差为链板跑偏量。 6.7 安全 6.7.1 观察输送机是否张贴必要的安全标志,安全标志是否符合GB2894—2008中第6章和第9章的 规定。 6.7.2 观察电气设备及元器件的选择和安装,是否符合GB/T5226.1—2019中4.2和11.2的有关规定。 6.7.3 观察输送机的接地装置是否符合GB50169—2016中4.11的规定。 6.7.4 使用500伏兆欧表测量电机三相对地及三相之间的绝缘电阻。 7 检验规则 7.1 检验分类 7.1.1 输送机检验分为出厂检验和型式检验。 7.1.2 检验项目见表3。 表3 检验项目一览表 检验分类 序号 检验项目 技术要求 试验方法 型式检验 出厂检验 1 一般要求 √ — 5.1.2 6.1.2 2 输送机最大挠度 √ — 5.2.2 6.2.1 3 整机噪声 √ — 5.2.5 6.2.2 性能 4 扫描周期 √ — 5.2.6 6.2.3 5 输送机起动能力和过负荷自动保护功能 √ — 5.2.7 6.2.4 6 板链 √ √ 5.3.1 6.3.1 7 驱动链轮和张紧链轮齿形部分硬度 √ √ 5.3.2 6.3.2 8 导轨纵向直线 机架所有上导轨工作面平面度 √ √ 5.3.4.1 6.3.4.1 结构 10 机架纵向中心线 机架任一截面内两对角线 驱动装置 √ √ 5.3.5 6.3.5 13 整机 √ √ 5.3.6 6.3.6 14 装配 分段制造导轨对接处上下、左右偏差 √ √ 5.4.2 6.4.1 表3 检验项目一览表(续表) 检验分类 序号 检验项目 技术要求 试验方法 型式检验 出厂检验 15 装配 驱动链轮和张紧链轮转动灵活性 √ √ 5.4.3 6.4.2 10 检验分类 序号 检验项目 技术要求 试验方法 型式检验 出厂检验 16 张紧装置调整灵活性 √ √ 5.4.4 6.4.3 17 外观、电缆走线、干涉性检查 √ √ 5.5.1,5.5.3 6.5.1 18 外观 油漆干膜总厚度 √ √ 5.5.2 6.5.2 19 漆膜附着力 √ √ 5.5.2 6.5.3 20 驱动装置 √ √ 5.6 中列项a) 6.6 中列项a) 空运转 21 板链和输送链轮 √ √ 5.6 中列项b) 6.6 中列项b) 和负载 22 整机运行 √ — 5.6 中列项c) 6.6 中列项c) 运转 23 板链跑偏量 √ — 5.6 中列项d) 6.6 中列项d) 24 张贴安全标志 √ √ 5.7.2 6.7.1 25 电气设备及元器件选择和安装 √ √ 5.7.3 6.7.2 安全 26 接地装置 √ — 5.7.4 6.7.3 27 电动机绝缘电阻阻值 √ √ 5.7.6 6.7.4 7.2 出厂检验 输送机应逐台进行检验。检验合格后方可出厂。 7.3 型式检验 7.3.1 有下列情况之一时,应进行型式检验: a) 新产品投产前; b) 输送机结构、材料、工艺有较大变化,可能影响输送机性能时; c) 正常生产时,每12个月进行一次检验; d) 停产12个月后重新投产时; e) 出厂检验结果与上次型式检验有较大差异时; f) 国家质量监督检验机构提出进行型式检验要求时。 7.3.2 型式检验应在出厂检验合格的输送机中抽取1台。 7.4 判定规则 所有检验项目均符合要求,则判定为合格。检验中若出现1项不合格,允许返修、调整后重新进行 检验,若仍不符合要求,则判定该批次不合格。 8 标志、包装、运输与贮存 8.1 标志 输送机应在设备醒目的位置固定标牌,标牌应符合GB/T13306的规定。标牌上至少应标出以下内容: a) 名称、型号; b) 主要技术参数; c) 产品执行的标准; d) 制造厂名称和商标; e) 出厂日期和出厂编号。 11 8.2 包装 8.2.1 输送机的包装应符合GB/T13384—2008的规定。 8.2.2 输送机包装前,外露加工表面应进行防锈处理。 8.2.3 可根据客户需要选择符合GB/T13384—2008中5.2规定的箱装或5.4规定的捆扎包装的包装方 式。 8.2.4 输送机随机专用工具及易损件应单独包装并固定在包装箱中。 8.2.5 技术文件应妥善包装放在包装箱内,内容包括: a) 产品合格证; b) 安装使用说明书(编写应符合GB/T9969的规定); c) 装箱单; d) 安装图纸。 8.3 运输 输送机运输应符合下列要求: a) 包装后的输送机在运输过程中应符合铁路、陆路、水路等交通部门的有关文件规定,不应超宽、 超高及超长; b) 运输过程中应小心轻放,避免碰撞和损伤; c) 运输过程中不应损坏外包装,避免雨雪直接侵袭。 8.4 贮存 8.4.1 板链输送机应贮存于干燥开元体育官网入口、通风、防雨、无腐蚀气体的场所。 8.4.2 在贮存过程中应保持清洁,不应与酸、碱物质接触。 8.4.3 输送机存放期超过1年,出厂前应打开包装重新检测。 12
《GB/T 40755-2021公共安全业务连续性管理体系业务连续性管理能力评估指南》.pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者